JH-9390 składa się z trzech paczek: A, B i C;
Opakowanie A: jest to szaro-szara zawiesina, która głównie chemicznie łączy się z super drobnym płatkiem Zn, super drobnym płatkiem Al i glikolem etylenowym. Stosunek promień-grubość blachy Zn wynosi 60 ~ 100.
Opakowanie B: Jest to rozpuszczalnik powłoki zabarwionej na pomarańczowo-czerwony i w roztworze wodnym, który zawiera Cr6 +.
Opakowanie C: Jest to lepiszcze powłoki, które składa się głównie z białego lub żółtawego proszku celulozy.
Proces powlekania:
1. Proporcje mieszania
Paczka A: 16,0 kg
Opakowanie B: 24,0 kg (ilość może zostać odpowiednio zwiększona w przypadku powlekania natryskowego)
Opakowanie C: 0–50 g (w zależności od zapotrzebowania na lepkość)
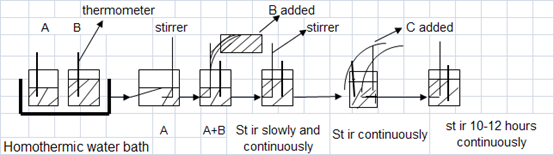
2. Metoda mieszania
Przed wymieszaniem trzymaj ważone A&B w łaźni wodnej o temperaturze 25 ± 2 ℃, następnie wymieszaj A, aby zawiesina metalu równomiernie rozproszyła się za pomocą miksera częstotliwości, po całkowitym równomiernym zdyspergowaniu A, zmniejsz prędkość mieszania do 60r / min i dodaj B.
Powoli dodaj B do mieszanego A. W tej chwili temperatura beczki wzrośnie, gdy osiągnie 35 ℃, początkowe urządzenie chłodnicze, aby utrzymać stałą temperaturę beczki na 35 ℃.
3. Mieszaj mieszaninę około 1–2 godziny szybko po dodaniu B, a następnie dodaj C. C powinno być sproszkowane, jeśli istnieje grudka (temperatura beczki nie powinna być niższa niż 30 ℃, w przeciwnym razie C nie rozpuści się wystarczająco). Następnie wymieszaj 12 godzin bez przerwy.
4. Powłokę należy przefiltrować przez sito ze stali nierdzewnej o wielkości 80 ~ 100 oczek przed wlaniem do beczki zanurzeniowej.
5. Urządzenie do kontroli temperatury powinno być wyposażone w beczkę zanurzeniową, aby utrzymać temperaturę powłoki na poziomie 22 ± 2 ℃. (Jeśli temperatura jest zbyt wysoka, farba może ulec pogorszeniu i nastąpi lepkość). Powłokę należy wymieszać okrągłe, aby zachować równomierne rozproszenie.
6. Gęstość testowa, PH, temperatura, lepkość i zawartość Cr6 + w powłoce co 8 godzin przy ciągłej pracy.
Schemat mieszania:
Proces powlekania:

Uprzejmości:
Inne chemikalia, takie jak jakikolwiek kwas, sól alkaliczna, nie mogą być mieszane z powłoką, ponieważ mogą aktywować płytkę Zn & Al do starzenia powłoki.
Unikaj naświetlania promieniami słonecznymi i ultrafioletowymi przez długi czas podczas pracy, w przeciwnym razie przyspieszy to starzenie lub polimeryzację powłoki.
Bardzo ważne jest kontrolowanie temperatury powłoki. Jeśli temperatura powłoki zmieni się podczas pracy, wpłynie to na lepkość, a następnie wpłynie na jakość powłoki na obrabiany przedmiot. Tak więc relacje między temperaturą, lepkością i procesem przędzenia powinny być dobrze kontrolowane podczas powlekania.
Lepkość będzie inna, jeśli metoda powlekania będzie inna. Wybierz niskie dane w przypadku powlekania natryskowego i wybierz wysokie dane w przypadku powlekania zanurzeniowego.
Dane techniczne:
| Nie. | Pozycja | Dane |
| 1 | Kolor | Srebro |
| 2) | Metoda powlekania | Zanurzanie i natryskiwanie |
| 3) | PH | 3,8–5,2 |
| 4 | Środek ciężkości | 1,30 ± 0,05 |
| 5 | Lepkość | 20 ~ 60s (powlekanie natryskowe) 60 ~ 90S (powlekanie zanurzeniowe) |
| 6 | Temperatura robocza | 20 ± 2 ℃ |


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków!